The adoption of the ARM IIoT Edge controller has significantly enhanced the intelligence and automation of cold storage temperature monitoring in the beverage factory.
Case Details
During beverage production and storage, the stability of cold storage temperature directly impacts product quality and shelf life. To achieve efficient cold storage temperature management, a beverage factory implemented an ARM-based Industrial Internet of Things (IIoT) edge controller for remote temperature monitoring and management.
System Architecture and Functions
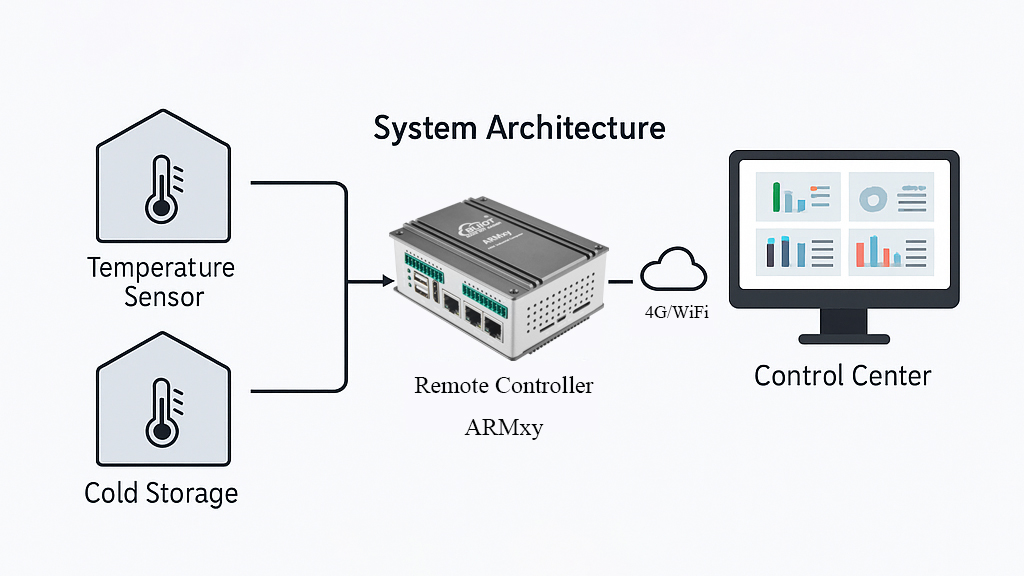
The ARM remote controller connects directly with temperature sensors to collect real-time temperature data from multiple cold storage units. Equipped with multi-protocol conversion capabilities, the controller converts analog or digital signals into standard industrial communication protocols (e.g., Modbus, MQTT) and securely transmits the data to the factory’s control center via Ethernet or 4G/WiFi networks.
The system supports parallel monitoring of multiple storage units, with temperature data displayed in real-time on the control center’s monitoring interface. It also allows setting temperature threshold alarms. If an anomaly is detected, the system immediately triggers audible, visual, or SMS alerts to notify on-duty personnel for prompt action.
Application Advantages
- Multi-point Collection and Centralized Management: Simultaneously monitors multiple cold storage units, improving management efficiency.
- Real-time Transmission and Alerts: Provides second-level data updates and instant notifications for temperature anomalies.
- Remote Maintenance: Enables managers to access the system from the office or remotely via the network, reducing inspection frequency and labor costs.
- Data Traceability: Supports historical data storage and analysis, facilitating quality tracking and operational optimization.
Conclusion
The adoption of the ARM IIoT Edge controller has significantly enhanced the intelligence and automation of cold storage temperature monitoring in the beverage factory. It ensures stable product quality during storage, delivering substantial economic benefits and management advantages to the enterprise.




























































